1. ОБЩИЕ УКАЗАНИЯ
Монтаж уплотнений, обеспечивающий их герметичность и длительный срок службы, должен осуществляться с обязательным выполнением ниже перечисленных основных требований.
- Перед установкой уплотняющих элементов все сопрягаемые детали гидроузла необходимо очистить от загрязнений, стружки и других инородных частиц, продуть сжатым воздухом и смазать рабочей жидкостью.
- Острые кромки деталей, с которыми при установке могут контактировать уплотнения, должны быть скруглены.
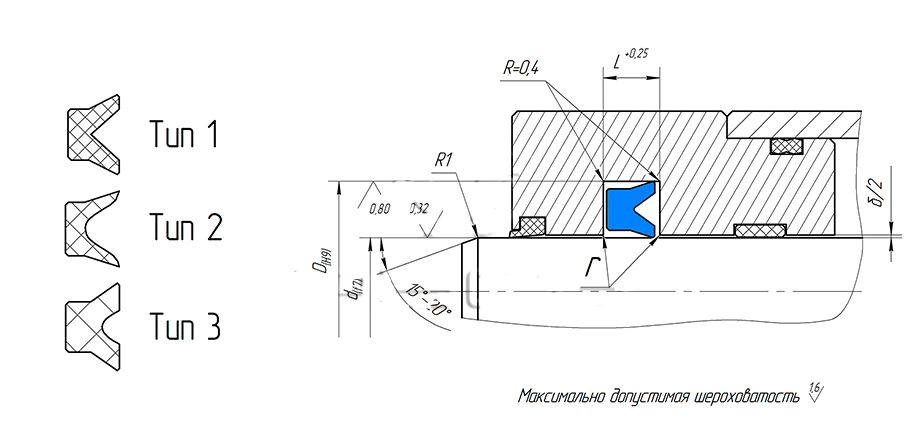
- На конце гильзы или штока должна присутствовать фаска, размеры которой указаны в описаниях каждого типа уплотнений. Кромка в месте перехода от фаски к поверхности скольжения должна быть закруглена и отполирована.
- Запрещается при монтаже протягивать или проталкивать уплотнения через острые края канавок, отверстий, резьбу и т.п.
- Применяемые при монтаже вспомогательные приспособления должны быть изготовлены из мягкого материала, исключающего повреждение уплотнений, а также соответствовать типу и размерам уплотнений.
- Для повышения эластичности уплотнений перед монтажом рекомендуется их предварительный нагрев c погружением:
- для термопластичного полиэфира «ТРЕ» и фторопласта «FT» в кипящую воду на 1-2 минуты ;
- для термопластичного полиуретана «TPU» в горячее масло на 1-2 минуты;
3. МОНТАЖ ШТОКОВЫХ УПЛОТНЕНИЙ
Аналогично поршневым уплотнениям, монтаж уплотнений штока также может осуществляться в открытую и закрытую канавки.
В открытую канавку рекомендуется устанавливать уплотнения с наружным диаметром менее (6-8) кратного значения толщины профиля. Такая установка возможна без применения дополнительных приспособлений. Манжеты MPU/2S устанавливаются только в открытую канавку.
Установка уплотнения в закрытую канавку выполняется с использованием подходящей оправки и заглушки, изготовленных из пластмассы (рис.3). При этом уплотнение сначала вставляется с одной стороны в канавку вручную, а затем продвигается оправкой, пока полностью не установится на место.
При монтаже двухкомпонентных уплотнений сначала вставляется , не допуская перекручивания, поджимное резиновое кольцо, а затем профильное уплотнительное кольцо.
Значительно облегчает процесс установки штоковых уплотнений применение специальных щипцов, с помощью которых уплотнительное кольцо или манжета сжимаются в форме почки, после чего вставляются в канавку. Во избежание острых перегибов уплотнения, диаметр пальцев на щипцах должен быть не менее (0,15-0,2) диаметра штока.После установки уплотнения необходима его калибровка специальной оправкой, по размерам , качеству поверхности и наличию заходной фаски полностью повторяющей шток гидроцилиндра. Смазанная маслом оправка с небольшим поворачиванием в обе стороны должна быть вставлена в уплотнение со стороны низкого давления и плавно протянута через него.
ХРАНЕНИЕ УПЛОТНЕНИЙ
Действия таких факторов как: озон, кислород, масла, растворители, свет, тепло — пагубно влияют на физические свойства уплотнений. Поэтому следует придерживаться правил хранения уплотнений:
Температура: до 25 °С. При более высоких температурах старение присходит гораздо быстрее. При низкой температуре уплотнения затвердевают.
Влажность: надо избегать очень сухих или очень влажных помещений.
Кислород, озон и свет: Уплотнения надо защищать от солнечного излучения, сильного искусственного света и от циркулирующего воздуха.
Тара для хранения: Воздухонепроницаемые полиэтиленовые пакеты (желательно тёмного цвета).
ПРИЧИНЫ ОТКАЗОВ УПЛОТНЕНИЙ.
- Несоответствие формы и размеров уплотнений форме и размерам посадочного места.
- Повреждение уплотнений при монтаже в посадочные места (смятие рабочих кромок, сколы, разрывы, царапины) из-за некачественного монтажного инструмента и несоблюдения требований к заходным фаскам и ограниченному радиусу изгиба штоковых уплотнений.
- Наличие скручивания уплотнительных или поджимных колец в посадочных канавках.
- Попадание под уплотнения частиц загрязнений из-за плохой очистки деталей от стружки, заусенцев, краски и других грязевых частиц, проникающих через грязесъемник или из рабочей жидкости при несоответствии ее 14 классу чистоты по ГОСТ 17216.
- Неправильная ориентация штоковых и поршневых уплотнений в посадочных местах.
- Несоответствие размеров и шероховатости посадочного места требуемым значениям, а также наличие на рабочих поверхностях микродефектов в виде рисок, забоин, трещин, разрушения хромового покрытия и др.
- Увеличение сверхдопустимого люфта штока или поршня в их опорных элементах.
- Несовместимость материалов уплотнений и рабочей жидкости или окружающей среды (повышенное набухание, потеря прочности или разложение).
- Превышение допустимых температур нагрева уплотнений, например, при окраске собранного гидроцилиндра.
- Превышение допустимых рабочих давлений рабочей жидкости для данной конструкции уплотнения и его места установки.
- Несоответствие качества поверхности, размеров и материалов уплотнений требованиям конструкторской документации.
- Повреждение уплотнений из-за нарушения требований по хранению и транспортированию.