Уплотнительные кольца являются важным элементом при производстве и эксплуатации оборудования, но когда дело доходит до установки колец, важно знать, на что обращать внимание.
Когда дело доходит до установки уплотнительных колец, важно сделать это с самого начала, поскольку это поможет сэкономить время и деньги. Таким образом, эти советы по установке могут помочь вам избежать проблем, которые могут вызвать проблемы с приложениями в дальнейшем.
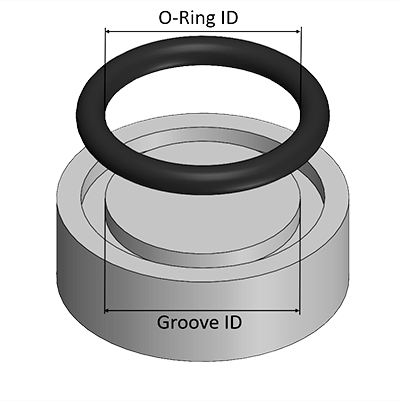
Выберите правильный размер — очень важно выбрать уплотнительное кольцо правильного размера. Если вы выберете слишком маленький размер, он порвется и сломается, а слишком большой не обеспечит правильного уплотнения.
Не перетягивайте — каждое уплотнительное кольцо обладает максимальным потенциалом растяжения, и если вы его перетянете, они могут сломаться и порваться во время использования. Поэтому инженеры должны убедиться, что растяжение не превышает максимального удлинения уплотнительного кольца. Более того, очень важно равномерно растянуть уплотнительное кольцо.
Не катите его — при скольжении уплотнительного кольца вниз по валу для установки это может привести к скручиванию уплотнительного кольца. Когда это происходит, это означает, что они не могут быть установлены правильно, и это означает, что они не будут выполнять свою работу должным образом. Это может привести к утечкам или повреждению. Уплотнительное кольцо следует вставить на место, так как это помогает остановить скручивание. Если у вас возникли проблемы, то может помочь смазка.
Будьте осторожны с резьбой — уплотнительные кольца обычно снабжены резьбовыми частями, но они могут вызвать разрыв уплотнительного кольца. При установке поверх резьбы закройте резьбу малярной лентой, так как это поможет уплотнительному кольцу скользить по резьбе без повреждения. При необходимости можно использовать смазку.
Избегайте острых кромок — острые углы и кромки часто встречаются на производственном оборудовании и в различных областях применения, и это может вызвать проблемы с уплотнительными кольцами. Некоторые слезы достаточно малы, чтобы остаться незамеченными, а это значит, что они могут вызвать серьезные проблемы. Поэтому не прижимайте уплотнительные кольца к острым углам или краям, а вместо этого попытайтесь использовать смазку, чтобы вставить их на место, если это необходимо.